製品・サービス
製品・サービス
トレンド
アプライド マテリアルズ オングストローム時代のロジックチップ用成膜装置を発表
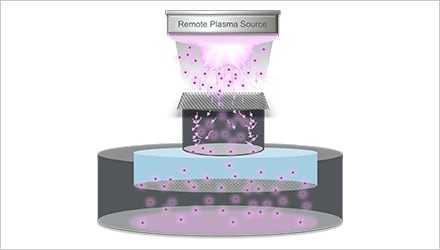
Unlocking Next-Gen AI Chips Through Advanced Materials Modification

The Angstrom Era Explained: New Master Class Series Kicks Off April 8

Applied Materials Convenes Industry Leaders on Advanced Patterning for the AI Era